




【新品发布,视频先行!】弯管 中频弯管真材实料诚信经营产品,等你来探!
以下是:弯管 中频弯管真材实料诚信经营的图文介绍

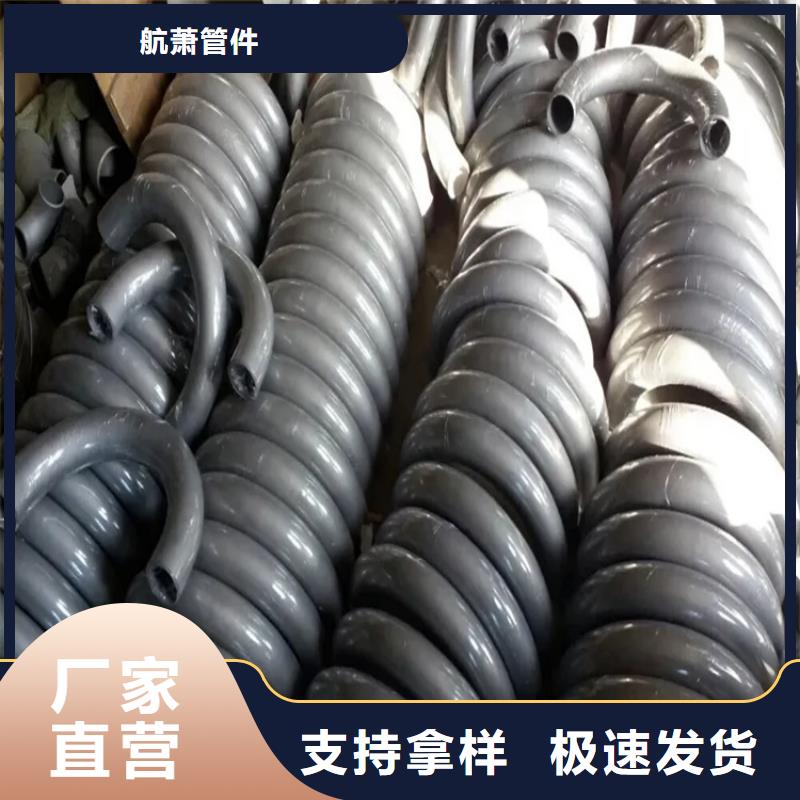
弯管(bend)是采用成套弯曲设备进行弯曲的,分为冷煨与热推两种工艺。无论是哪一种机器设备及管道,大部分都用到弯管,主要用以输油、输气、输液,工程桥梁建设等。使用方法: 引起弯管质量下降的主要原因分析及注意方法: 1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。 2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。 3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。 4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。


全自动弯管机的质量是怎么判断的? 全自动弯管机和数控弯管机是弯管机的两大类型,用途十分广泛,而许多消费者在选购全自动化弯管机时并不知道该如何辨别好坏,可从以下几方面着手: 1、模架硬度和模架硬度也是设备能否正常使用安全、操作方便、的关键。在模具硬度低于洛氏HRC60,模具硬度低于洛氏HRC50的情况下,胶管扣紧质量将受到影响。 2、测量设备的主要参数:让设备处于空转状态,用手触摸各模块座块,手感不应发生抖动,否则视为不合格产品。 3、将设备装上模具,扣一次试样接头,用卡尺或千分尺测一次扣压接头,圆度和锥度都要扣制在0.1mm以内,才算合格。 4、是对设备模块的八瓣均分度和模具平整度进行检查。比较好的设备将对这两个参数进行特殊的控制调整,而一些劣质的设备将无法控制以上两个参数。 那以上就是判断全自动弯管机的质量的一些方法了哦,大家可以了解一下,有什么疑问和需要,可以直接联系我们,或者直接在网站上留下您的需求和联系方式,我们会及时与您联系的!



航萧管件有限公司坐落于经济开发区崂山路物流院内,欢迎惠顾,是赣州石城重点培育支持的电子商务企业和生产制造企业。 公司主要经营的各种 赣州石城中频弯管。根据 赣州石城中频弯管市场经济发展的需要,公司先后与全国120多家大型生产 赣州石城中频弯管产品的建立了密切的合作联营关系,为开发新 赣州石城中频弯管产品奠定了坚定的基础。 公司全体员工秉承信誉是生命、质量求生存、客户是衣食父母的原则,为国内外新老客户做出新的贡献而努力。



于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。



